One of the business of Shenzhen Prototype Factory: SLA 3D Printing
SLA3D printing has the characteristics of wide print shape, fast molding speed and high precision.Its application field covers almost all industries in the manufacturing field, and has been widely used in medical treatment, ergonomics, cultural relic protection and other industries.At present, it is mainly used for the design verification of new product development and the trial production of simulated samples, which is to evaluate the development process of the trial production of simulated samples from the basic functions of product conceptual design, modeling, structural design and design.For some plastic structure-based products, small batch pilot production can be carried out, or some physical function testing, assembly verification, actual appearance and effect inspection, and even small batch assembly products can be put on the market to achieve the purpose of throwing stones.The main applications of rapid prototyping technology are as follows:
Automobile, motorcycle: design, modification, assembly test of exterior and interior trim parts, trial production of engine and cylinder head.
Home appliances: shape and structure design of all kinds of home appliances, assembly test and function verification, marketing promotion, mold manufacturing.
Communication products: product shape and structure design, assembly test, function verification, mold manufacturing.
Aviation and astronautics: direct manufacture of special parts, trial manufacture of impeller, turbine and blade, trial manufacture and assembly test of engine.
Light industry: design, verification, assembly, marketing and promotion of various products, rapid manufacturing of toys and footwear molds.
Medical treatment: design, trial production and trial of medical instruments, materialization of CT scan information, operation simulation, preparation of human bones and joints.
National defense: design, assembly and trial production of various weapon parts, direct production of special parts, model production of remote sensing information.
Precision casting: the liquid resin used by the photocuring rapid protoforming equipment is a polymer material composed of carbon, hydrogen, oxygen and other elements. It can be completely ablated at a temperature above 700℃ without any residual substances. This is a very important performance for the loss of wax method for the manufacture of precision casting models.At present in the jewelry industry can replace the artificial wax carving process, can greatly improve the precision and efficiency of molding.
As a way of 3D printing molding, SLA has been accepted by the public due to its diverse materials and low price, and has been widely used in many fields.Today, we will introduce the basic principles of SLA 3D printing technology to understand the advantages, disadvantages and limitations of SLA printing.
What is an SLA?
Stereo lithography (SLA) is an additive manufacturing process that belongs to the channel curing family.In the SLA, the model is created by selectively curing a polymer resin layer by layer using an ultraviolet (UV) laser beam.The materials used in SLAs are liquid photosensitive thermosetting polymers.
As the first 3D printing technology, SLA gained early fame, with its inventor filing a patent for the technology back in 1986.If the model requires a high precision or smooth surface, SLA is the most cost-effective 3D printing technology.The best results can be obtained when the advantages, disadvantages and limitations of the manufacturing process are fully understood.
Fundamentals of SLA 3D Printing: Advantages, Pros and Limitations
SLA has a lot in common with digital light processing (DLP), another type of slot light curing printing technology.In short, these two technologies can be considered one technology.
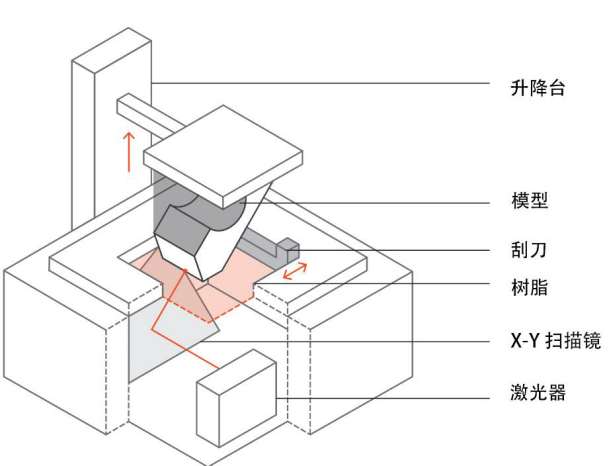
How the SLA works
The forming platform is fixed in a liquid resin tank, one layer above the surface of the liquid.
The UV laser prints layer by layer by selectively curing the photopolymeric resin.The laser beam is focused on a set path through an array of mirrors called galvos.The entire cross-section of the model is scanned to partially solidify the print.
When the first layer is finished, the molding platform moves to a safe distance and the scraper applies a new layer to the surface.Repeat this process until the model is printed.
After printing, the model is in a soft, not fully cured state.If higher mechanical and thermal properties are required, further post-processing under ultraviolet light is required.
The liquid resin is cured by a process called photopolymerization: During curing, the monomer carbon chains that make up the liquid resin are treated by an ultraviolet laser and become solid.The process of photopolymerization is irreversible, and SLA models cannot be reduced to a liquid state: when heated, they burn rather than melt.This is because the materials produced by SLA are made from thermosetting polymers, rather than the hot melt plastics used by FDM.
Printer parameter
In an SLA system, most printer parameters are fixed by the manufacturer and cannot be changed.The only things that can be customized are the height of the floor and the direction of the model (the latter determines the position of the support).
The layers in SLAs are between 25 and 100 microns thick.Thinner layer thickness can capture curve geometry more accurately, but increases print time (and cost) and print failure rate.A layer thickness of 100 microns is suitable for most common software.
Print size is another important parameter.The print size depends on the type of SLA machine.There are two main types of SLA machines: sunken and pull-up.
The sunken SLA printer places the laser light source above the tank with the model facing up.The forming platform starts at the top of the resin tank and moves down after each layer is formed.
The pull-up SLA printer places the light source under the resin tank and the model is shaped downward.The bottom of the feed tank is transparent with a silicone coating that allows the laser to pass through and allows the cured resin to not stick to the bottom of the tank.After each layer is formed, the cured resin is separated from the bottom of the tank and moves up with the forming platform.This step is called stripping.
The pull-up type is mainly used in desktop printers, while the sunk-down type is commonly used in industrial SLA systems.Pull-up SLA printers are easier to manufacture and operate, but their print size is very limited because the pull during the stripping process can cause print failure.Sunken printers can be used in very large print sizes with very little variation in accuracy, but they are very expensive.
Support structure
SLA printing always requires a support structure.The support structure is printed in the same material as the model and must be removed manually after printing.The model orientation determines the position and number of supports.Put the model in a reasonable direction to ensure that the aesthetically important display surface does not touch the support structure.
Pull-up and sunken SLA printers use supports in different ways:
In sunken SLA printing, support is added similar to FDM.Suspension and bridge span require accurate printing (critical suspension Angle is usually 30°).Models can be placed in any direction, but are usually flat to minimize the number of supports and total layers.
With pull-up SLA printing, the situation is much more complicated.Suspended and span Bridges still need support, but minimizing the cross-sectional area of each floor is crucial: the forces applied to the model during the stripping process may cause it to separate from the forming platform.These forces are proportional to the cross-sectional area of each layer.Therefore, the model needs to be oriented to a certain Angle, and it is relatively less important to reduce support or not.
curly
On models printed through SLA, there can be a big problem with curling.Curling is similar to curling in FDM.